Address
Plot No. - M88, MIDC, Ambad, Nashik - 422010, Maharashtra, India
Plot No. - M88, MIDC, Ambad, Nashik - 422010, Maharashtra, India





















































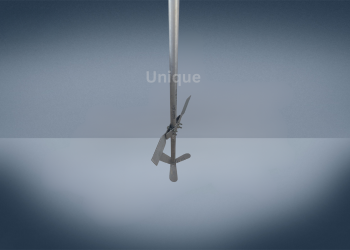
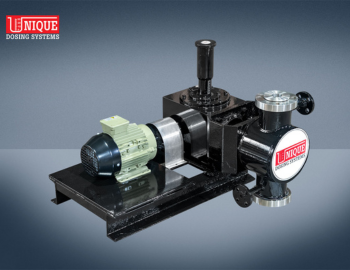
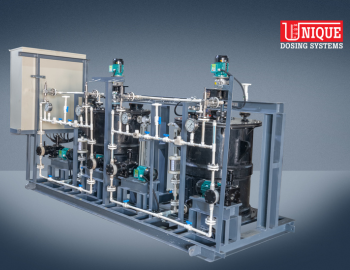
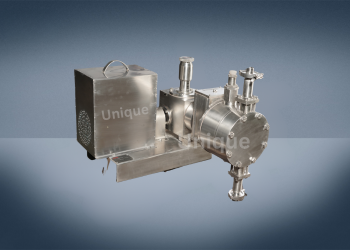
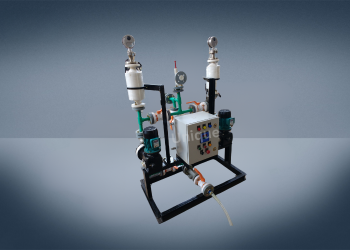
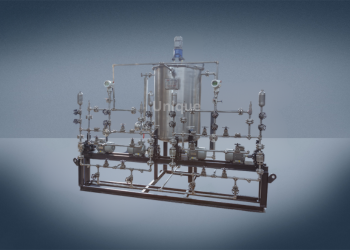
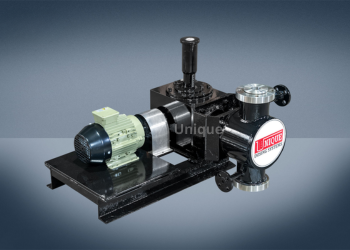
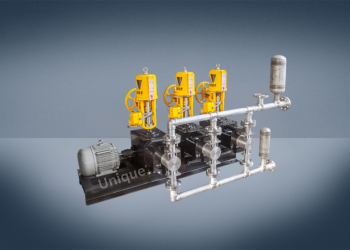
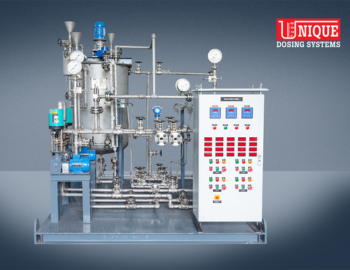
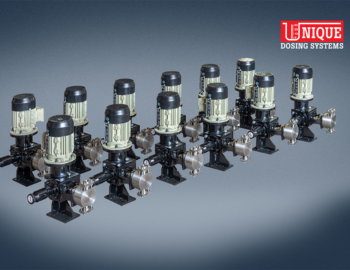
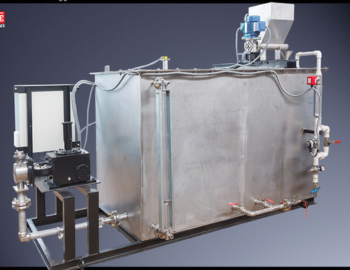
Unique Dosing, a reliable company, provides the best Demineralized Water Plant Pump Manufacturers available. The water plant is carefully designed, has a smooth end, and can produce demineralized water for a very long period thanks to its anti-corrosive function. The water purification system is simple to use and is suitable for usage in hospitals, distilleries, thermal power plants, and college labs.






















Bring to the table win-win survival strategies to ensure
proactive domination. At the end of the day, going for
ward, a new normal.
+ Country
Satisfied clients
Years experiences
Qualty paramerters