Address
Plot No. - M88, MIDC, Ambad, Nashik - 422010, Maharashtra, India
Plot No. - M88, MIDC, Ambad, Nashik - 422010, Maharashtra, India





















































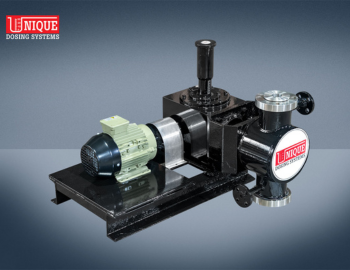
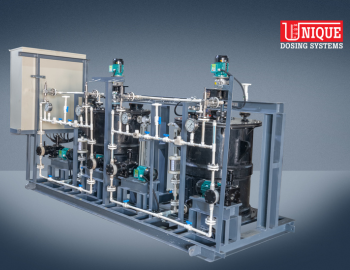
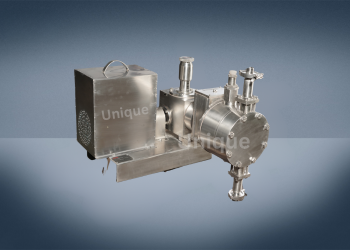
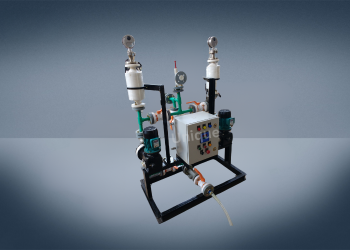
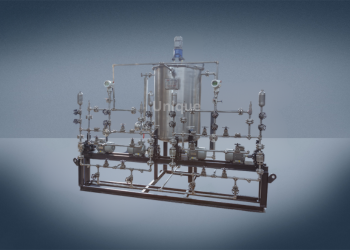
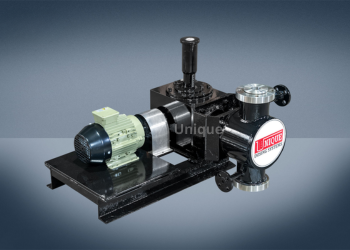
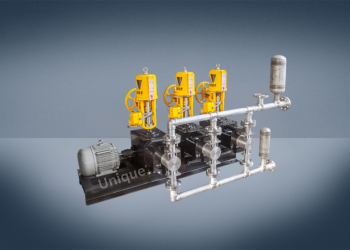
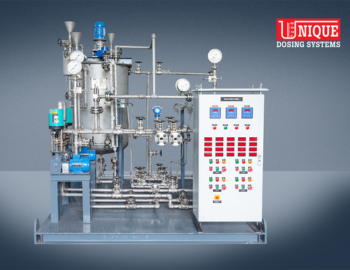
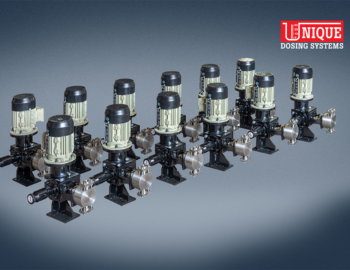
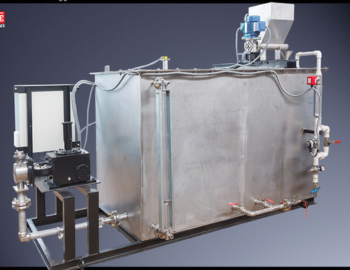
The sugar industry processes many different liquids and different products. We can provide high quality, reliable and robust electronics to ensure your data is processed with a high level of accuracy and security. Our pumps require minimal maintenance to help you meet deadlines and meet production targets. We have many manufacturers of stone profile stone health products, such as single roller, double roller, triple roller and four roller.






















Bring to the table win-win survival strategies to ensure
proactive domination. At the end of the day, going for
ward, a new normal.
+ Country
Satisfied clients
Years experiences
Qualty paramerters